
Centrifugal Blower
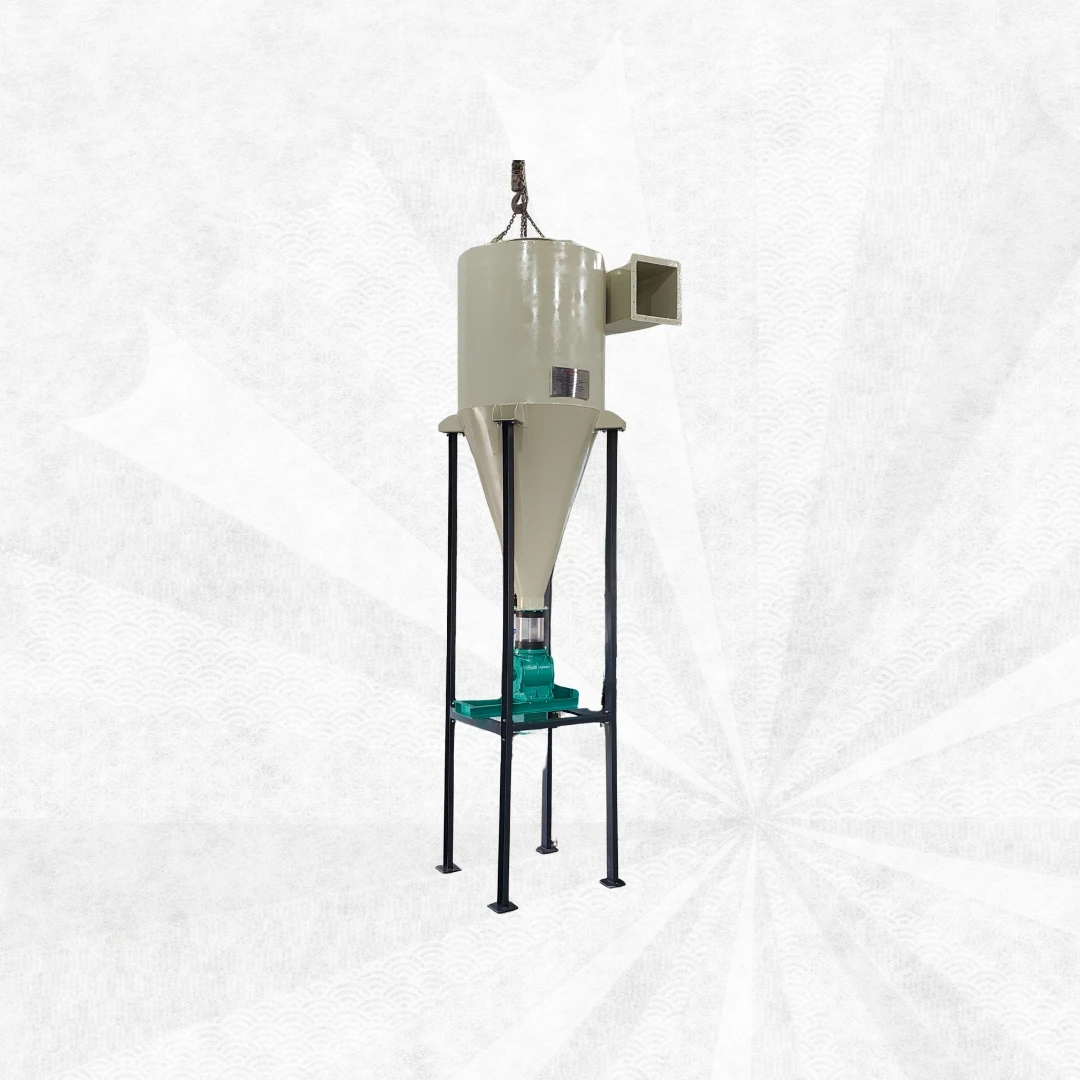
Cyclone Dust Collector
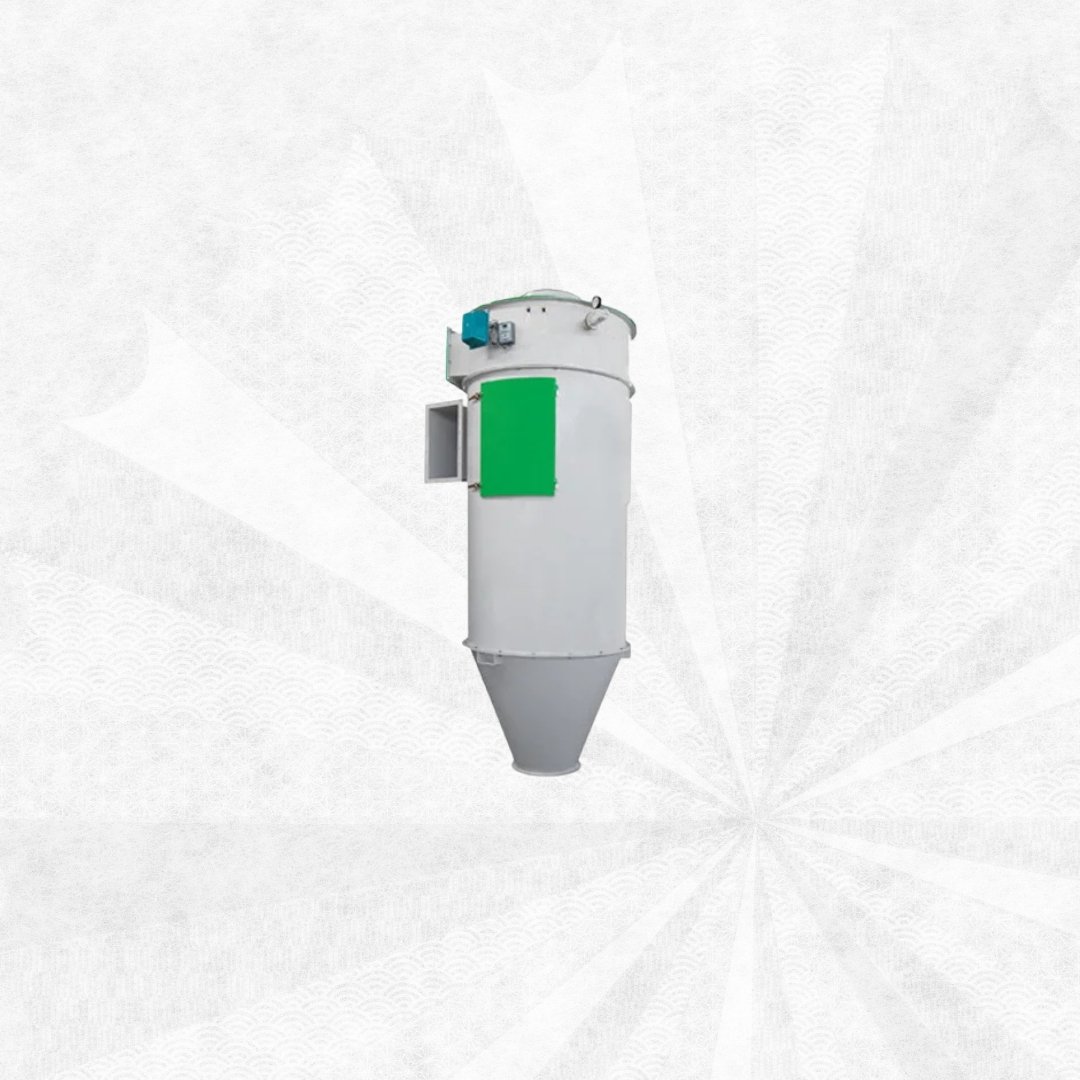
Reverse Jet Filter

Spout Pipes